




Exploring the Design Shift Through Metal Bellows
Metal components have traditionally been designed around the constraints of forming, machining, and welding. Metal additive manufacturing challenges those assumptions, expanding the design boundary in the process.
For engineers working in automotive, aerospace, energy, or industrial systems, the question is no longer what metal additive manufacturing is, but how it changes the design of critical components.
Few components illustrate this shift more clearly than metal bellows.
What is Metal Additive Manufacturing?
Metal additive manufacturing refers to a group of processes that build metal components layer by layer from digital models, rather than removing material from a solid block or forming it through tooling.
In high-performance applications, the most common approach is laser powder bed fusion (LPBF). In LPBF, a thin layer of metal powder is spread across a build platform and selectively melted by a laser according to the CAD model. The platform lowers and the process repeats until the part is formed.
At face value, metal additive manufacturing is a different production route. In practice, it removes many geometric restrictions that have historically shaped component design.
How Traditional Manufacturing Shapes Bellows Design
Metal bellows are used to absorb movement, vibration, and thermal expansion in demanding systems, such as aerospace ducting, exhaust systems, industrial process equipment, and HVAC installations (to name a few).
Traditionally, metal bellows are produced from thin sheet metal tubes, formed into convolutions, and then welded into assemblies. In many cases, multiple concentric plies are used to achieve the required strength and fatigue life.
This approach is proven and highly optimised. But it also comes with constraints:
- High cost and complexity: requiring specialist forming tools and multiple welding and inspection steps.
- Design limitations: mostly constrained to simple round geometries, making it difficult to experiment with novel shapes or profiles.
- Multi-ply complexity: conventional bellows often use multiple concentric plies to get the required strength and fatigue life. This demands near-perfect concentricity and weld quality, driving up cost and risk.
- Lead times and batch-size issues: tooling and setup make small batches and spares slow and expensive, which isn’t ideal for responsive supply chains or rapid iteration.
Over time, the constraints of traditional manufacturing have shaped the design process and forced engineers to adapt geometry to what can be formed and welded, rather than what best suits the load case.
Designing for Additive Manufacturing, Not Adapting to It
Design for additive manufacturing (DfAM) is where the conversation begins to change. The key question becomes: what happens when metal bellows are designed specifically for additive manufacturing?
- If welds are no longer needed, can the entire component be produced as a single piece?
- If wall thickness can be varied digitally, can stiffness and spring rate be tuned more precisely?
- If geometry isn’t restricted by forming tools, can convolution profiles be optimised for real load cases rather than manufacturing convenience?
At Truform, this line of thinking is being explored in cooperation with Dr. Ing. Günter Kappler, combining practical LPBF production capability with specialist bellows design and validation experience.
The focus isn’t on promoting additive bellows as inherently superior, but on understanding where they behave differently and why.
Our Approach to Metal Bellows in Additive Manufacturing
Work on additively manufactured metal bellows is still exploratory. The industry is currently focusing on three areas: design for additive manufacturing, analysis and validation, and production capability.
Design for Additive Manufacturing (DfAM)
A conventional bellows geometry is shaped by forming tools, ply stacking, and weld access. Investing in designing for additive manufacturing requires a different starting point. Rather than copying a traditional multi-ply bellows “as is”, the intention is to:
- Eliminate welds through single-piece construction
- Digitally tune spring rate and stiffness via convolution geometry
- Improve stress distribution by optimising wall thickness locally
- Explore non-traditional convolution profiles that better reflect real load cases.
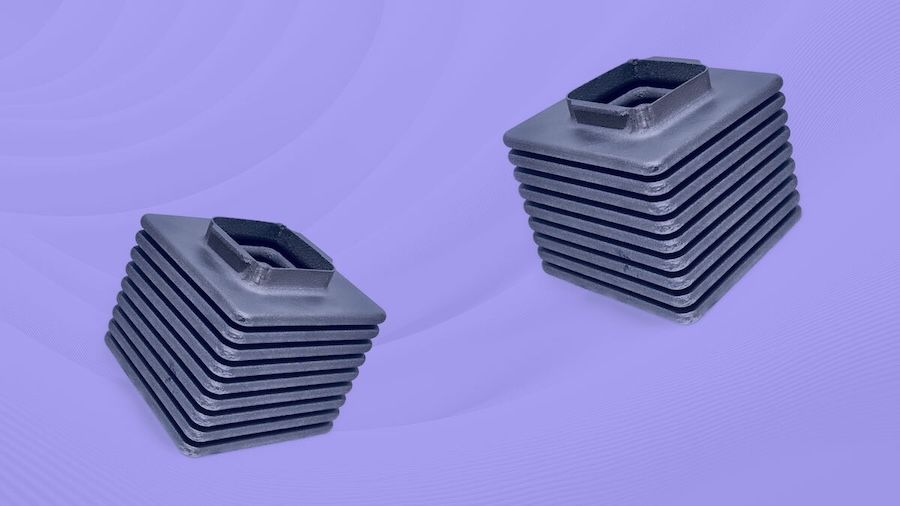
Early prototypes, including square geometries that would be impractical to form conventionally, illustrate how additive manufacturing expands the design boundary.
The aim is geometry driven by function.
Analysis and Validation
Design freedom is only useful if performance can be predicted and validated. With specialist input in bellows design and testing, the focus is on building a clear understanding of how additively manufactured bellows behave under representative conditions. This includes:
- Stiffness and spring rate under axial, bending, and internal pressure loads
- Fatigue performance under cyclic movement
- Minimum practical wall thickness and achievable tolerances for different alloys
- Pressure integrity and leak performance
A central question is comparative: where do additively manufactured bellows match conventional designs, where do they underperform, and where might they offer advantages?
Only by answering these questions through structured testing, traceable validation, and controlled production can additive manufacturing be responsibly applied in fatigue-critical systems.
Additive Production Focus
Current work is centred on laser powder bed fusion using established engineering alloys, including stainless steels, titanium, such as Ti-6AI-4V, and nickel-based superalloys such as Inconel 718 and 625.
The emphasis is on understanding how these proven alloys behave when built into thin-walled, flexible structures.
Key practical questions include:
- How can thin walls be produced reliably and repeatedly?
- What post-processing is required, such as stress relief or machining?
- How consistently can end fittings and flanges be integrated into a single build to remove welds and assembly steps?
There is also a supply chain dimension. Instead of maintaining tooling and stock, validated design files can be stored and produced on demand. For low-to-medium volumes, this shifts the focus from tool management to process control and digital file validation.
This area is still in development, with priority placed on measurable performance and clear engineering boundaries before application in critical systems.
Engineering Validation: Where Additive Manufacturing Must Prove Itself
Design freedom only matters if performance follows. For bellows operating under cyclic movement and pressure, additive manufacturing must meet the same mechanical expectations as conventional designs.
Fatigue Under Cyclic Loading
Bellows are fatigue-driven components. In conventional designs, fatigue life depends heavily on forming consistency, weld quality, and ply alignment.
With metal additive manufacturing, the influencing factors shift. Layer bonding, residual stresses, surface condition, and geometric transitions become central to long-term performance.
Thin-Wall Limits and Material Behaviour
Laser powder bed fusion allows thin walls to be produced, but practical limits vary by material and build orientation.
Stainless steel, titanium, and nickel alloys behave differently in terms of achievable wall thickness and fatigue response. Heat treatment and surface finishing may also influence performance.
Understanding these limits is part of responsible design for additive manufacturing.
Pressure Integrity and Leak Performance
For many applications, flexibility alone is not enough. Metal bellows must also maintain pressure integrity
Leak tightness, especially in aerospace and energy systems, remains a critical validation criterion. So, additively manufactured designs must be assessed under representative pressure conditions.
Potential Application Areas for Additively Manufactured Metal Bellows
Additively manufactured metal bellows are most relevant wherever conventional bellows are used, and constraints drive compromise. The difference lies in flexibility, integration potential, and lifecycle control, particularly where tooling, welds, or packaging constraints limit conventional designs.
Automotive and Electric Vehicles
Used for vibration control, thermal expansion, and pressure compensation in exhaust systems, turbochargers, and EV thermal management, especially where tight packaging or integrated end features drive complexity.
Aerospace
Aerospace applications demand lightweight, high-reliability components operating under pressure and extreme temperatures. Additive manufacturing may support greater geometric freedom, part consolidation with reduced weld interfaces, and wall-thickness optimisation, subject to validation.
Energy and Industrial Systems
Bellows in expansion joints and pressure equipment must accommodate thermal growth and vibration. Additive approaches may support custom geometries and on-demand spares for specialist or legacy systems where tooling is impractical.
Building Services and HVAC
In pump connections and vibration isolation, additive manufacturing may offer options where standard catalogue parts don’t suit constrained installations or unusual connection geometries.
Where Additive Manufacturing May Not Be the Right Fit
Traditional multi-ply bellows may remain preferable at very high volumes or where fatigue behaviour has been tightly optimised through established forming routes. Recognising these boundaries is part of responsible adoption.
What is Changing in Practical Terms?
Metal additive manufacturing builds parts layer by layer, but the real shift lies in design freedom. Traditional bellows are shaped by tooling and weld access. Additive manufacturing replaces those limits with constraints around powder behaviour and process control.
The limits do not disappear. They change. In the right context, particularly for fatigue-critical, thin-wall, or low-volume components, that shift can be significant.

